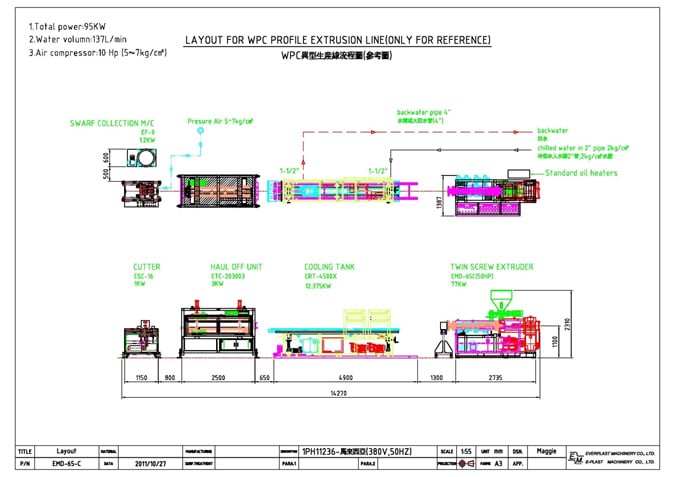
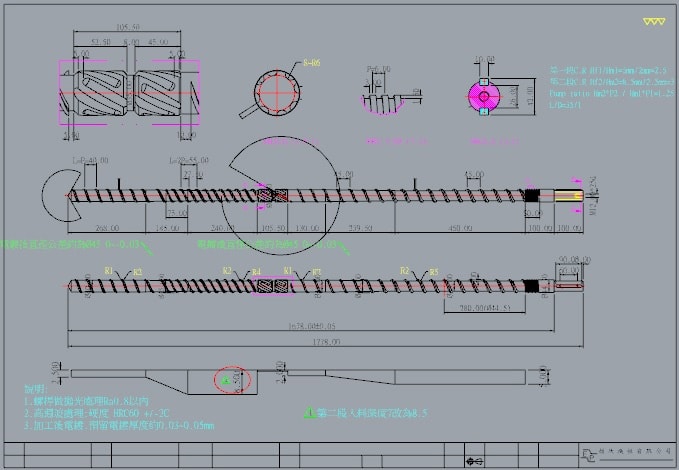
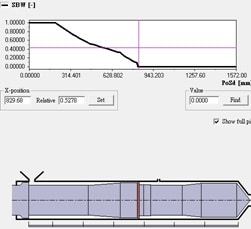
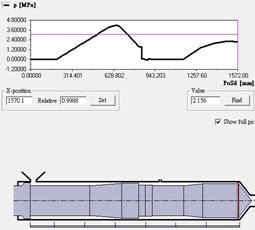
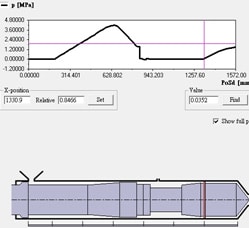
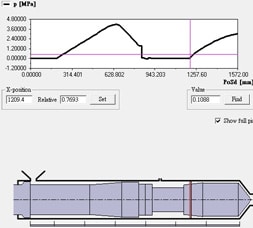
WPC塑木押出生产线 在日本试WPC塑木押出生产线 国家: 日本 Everplast在日本成功地安装了WPC塑木押出生产线。 Everplast的押出生产线, 使用EMD-75 75mm平行型双螺杆型材押出机,产量为每小时80-100kg。客户使用WPC产品作为装饰材用。Everplast具有优良的研发能力,可根据客户要求制造机器,适用于WPC的螺丝设计,以及使用日本电气和气动零件。客户对Everplast的wpc高质量机器和合理的价格感到非常满意,并期待与Everplast的长期合作。 原料: PP+wood powder WPC塑木押出生产线 市售的塑木成型粒,经塑木生产线可制作各式剖面的塑木产品,塑木生产线包含押出机(Extruder)、模具(mould)、真空定型台(Profile Calibration Table)、履带式牵引( Haul off)、切割机(Cutter)、翻料架与周边,因应客户不同塑胶基材(PVC, PE, PP)、木粉含量(10~70%)、厂房限制,生产线会略微调整,未干燥之木粉水份约8~12%,制作成塑木成型粒后水份应控制在1.5%以下,以利稳定押出塑木产品,但塑木成型粒除了水份之外,未经木粉处理的油酯、纤维,亦会在高温押出过程中挥发气体影响押出稳定性,因此,颉欣公司在押出机全面采用真空脱气押出机以因应不同客户材质需求,在押出机部分,我们提供单螺杆押出机、平行异相双螺杆押出机、同向积木式双螺杆押出机三种解决方案,单螺杆押出机具备1个排气孔、螺杆长径比L/D>36等规格,单螺杆押出机具备低成本、高性价、低耗能、低磨耗等优点,但塑化混练效果略逊于双螺杆押出机;平行异相双螺杆押出机配备1~2个排气孔,低剪切、低转速30~50rpm、高背压押出特性,可制备热敏感塑木材料配方与大型塑木产品;同向积木式双螺杆押出机配备1~2个排气孔,弹性调整螺杆组态、高剪切、高混练塑化、高转速200rpm、中背压押出特性,可制与大型PE/PP塑木产品。 单螺杆CAE设计分析排气型单螺杆冒料(vent up)问题 D45mm二段式排气单螺杆直径45mm,螺杆长1578mm,螺杆长径比约L/D=35.07,初始设计第一段进料螺距与沟深为Pf1=45mm, hf1=5mm,第一段计量螺距与沟深Pm1=45mm, hm1=2mm,第一段压缩比为CR1= Pf1* hf1/ Pm1* hm1=2.5;第二段进料螺距与沟深为Pf2=55mm(双牙口), hf2= 5mm,第二段计量螺距与沟深Pm2=40mm, hm2=2.5mm,第二段压缩比为CR2= Pf2* hf2/ Pm2* hm2=2.75;输送比(pump ratio) PR= Pm2* hm2/ Pm1 * hm1=1.1,模拟之熔化曲线与压力分布如下图所示,PC材料约在螺杆第一区计量区末端熔化完成,为避免未熔化酯粒进如螺杆第二区,螺杆设计后有两段混合区,可迫使未熔之颗粒剪切混合(dispersive mixing)强化熔化与均温,压力分布显示,螺杆末端背压最高为2.16 MPa,当模头阻力过大时,螺杆体积计量能力不足,会回溯到第二段进料区导致冒料,此现象与实验结果吻合。 为确认低模头背压情形可避免排气孔冒料现象,因模拟显示设变二螺杆末端可提供3.51MPa之背压而不至于冒料,探讨背压1.5MPa, 3MPa下模拟之压力分布如下图所示,从图中可看出,1.5MPa背压下,此背压下塑料仅回溯到第二段螺杆计量区,因尚未进入到计量区,因此可确保不会有冒料情形;当背压提高到3MPa时,塑料回溯到第二段螺杆压缩区中段,冒料风险比1.5MPa背压高,但基本上可确保不会有冒料情形。后续应再加大第二段计量沟深方能有效提高最大背压能力。