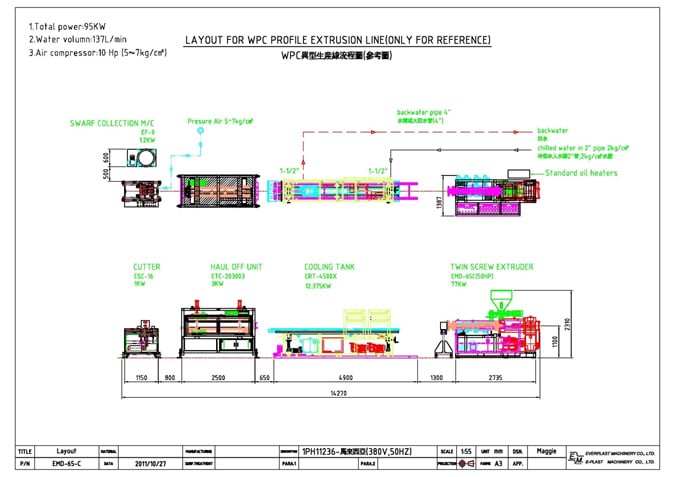
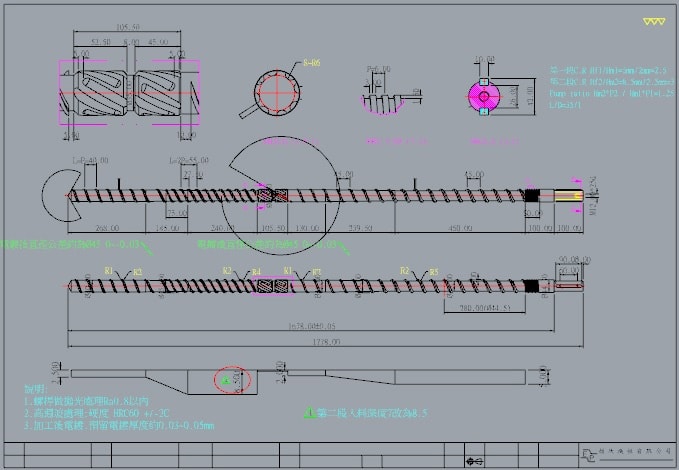
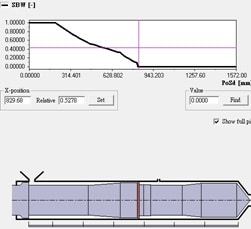
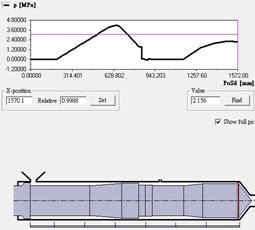
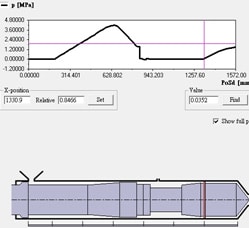
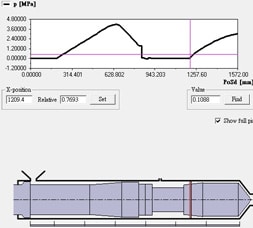
WPC塑木押出生產線 在日本試WPC塑木押出生產線 國家: 日本 Everplast在日本成功地安裝了WPC塑木押出生產線。 Everplast的押出生產線, 使用EMD-75 75mm平行型雙螺桿型材押出機,產量為每小時80-100kg。客戶使用WPC產品作為裝飾材用。Everplast具有優良的研發能力,可根據客戶要求製造機器,適用於WPC的螺絲設計,以及使用日本電氣和氣動零件。客戶對Everplast的wpc高質量機器和合理的價格感到非常滿意,並期待與Everplast的長期合作。 原料: PP+wood powder WPC塑木押出生產線 市售的塑木成型粒,經塑木生產線可製作各式剖面的塑木產品,塑木生產線包含押出機(Extruder)、模具(mould)、真空定型台(Profile Calibration Table)、履帶式牽引(Haul off)、切割機(Cutter)、翻料架與周邊,因應客戶不同塑膠基材(PVC, PE, PP)、木粉含量(10~70%)、廠房限制,生產線會略微調整,未乾燥之木粉水份約8~12%,製作成塑木成型粒後水份應控制在1.5%以下,以利穩定押出塑木產品,但塑木成型粒除了水份之外,未經木粉處理的油酯、纖維,亦會在高溫押出過程中揮發氣體影響押出穩定性,因此,頡欣公司在押出機全面採用真空脫氣押出機以因應不同客戶材質需求,在押出機部分,我們提供單螺桿押出機、平行異相雙螺桿押出機、同向積木式雙螺桿押出機三種解決方案,單螺桿押出機具備1個排氣孔、螺桿長徑比L/D>36等規格,單螺桿押出機具備低成本、高性價比、低耗能、低磨耗等優點,但塑化混練效果略遜於雙螺桿押出機;平行異相雙螺桿押出機配備1~2個排氣孔,低剪切、低轉速30~50rpm、高背壓押出特性,可製備熱敏感塑木材料配方與大型塑木產品;同向積木式雙螺桿押出機配備1~2個排氣孔,彈性調整螺桿組態、高剪切、高混練塑化、高轉速200rpm、中背壓押出特性,可製與大型PE/PP塑木產品。 單螺桿CAE設計分析排氣型單螺桿冒料(vent up)問題 D45mm二段式排氣單螺桿直徑45mm,螺桿長1578mm,螺桿長徑比約L/D=35.07,初始設計第一段進料螺距與溝深為Pf1=45mm, hf1=5mm,第一段計量螺距與溝深Pm1=45mm, hm1=2mm,第一段壓縮比為CR1= Pf1* hf1/ Pm1* hm1=2.5;第二段進料螺距與溝深為Pf2=55mm(雙牙口), hf2=5mm,第二段計量螺距與溝深Pm2=40mm, hm2=2.5mm,第二段壓縮比為CR2= Pf2* hf2/ Pm2* hm2=2.75;輸送比(pump ratio) PR= Pm2* hm2/ Pm1* hm1=1.1,模擬之熔化曲線與壓力分佈如下圖所示,PC材料約在螺桿第一區計量區末端熔化完成,為避免未熔化酯粒進如螺桿第二區,螺桿設計後有兩段混合區,可迫使未熔之顆粒剪切混合(dispersive mixing)強化熔化與均溫,壓力分佈顯示,螺桿末端背壓最高為2.16 MPa,當模頭阻力過大時,螺桿體積計量能力不足,會回溯到第二段進料區導致冒料,此現象與實驗結果吻合。 為確認低模頭背壓情形可避免排氣孔冒料現象,因模擬顯示設變二螺桿末端可提供3.51MPa之背壓而不至於冒料,探討背壓1.5MPa, 3MPa下模擬之壓力分佈如下圖所示,從圖中可看出,1.5MPa背壓下,此背壓下塑料僅回溯到第二段螺桿計量區,因尚未進入到計量區,因此可確保不會有冒料情形;當背壓提高到3MPa時,塑料回溯到第二段螺桿壓縮區中段,冒料風險比1.5MPa背壓高,但基本上可確保不會有冒料情形。後續應再加大第二段計量溝深方能有效提高最大背壓能力。