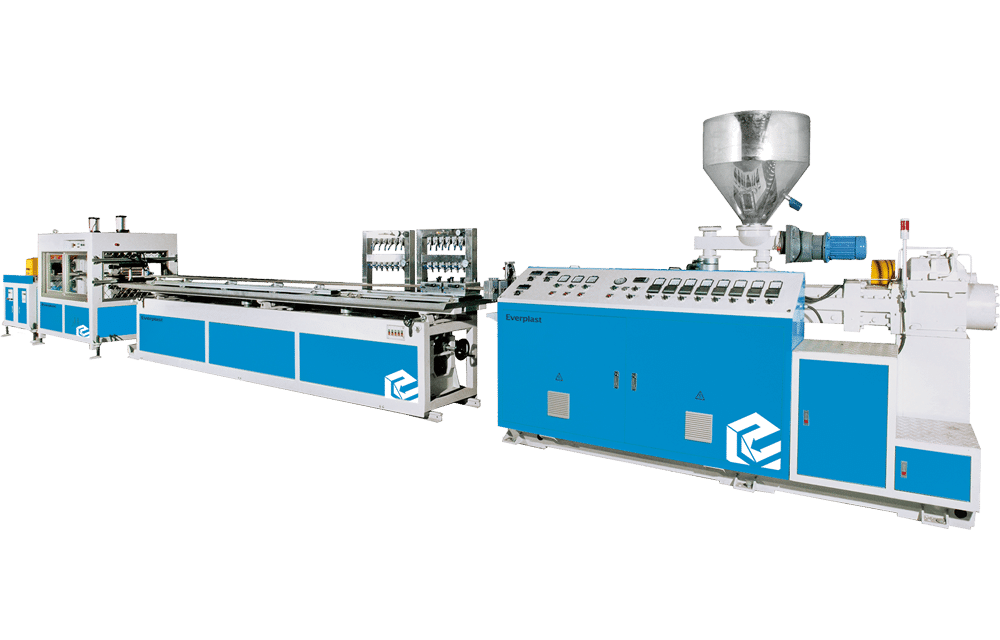
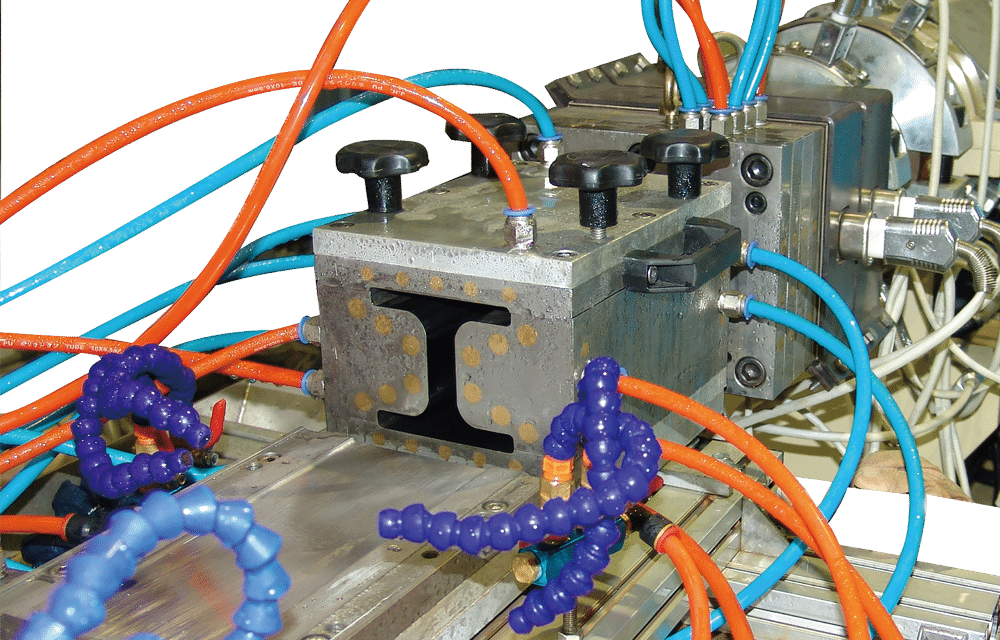
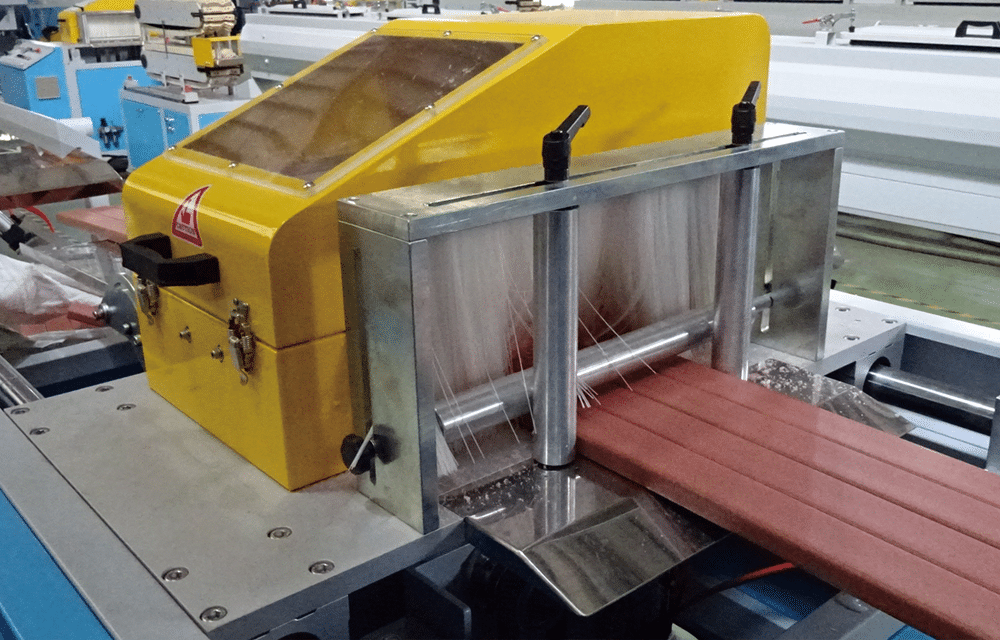
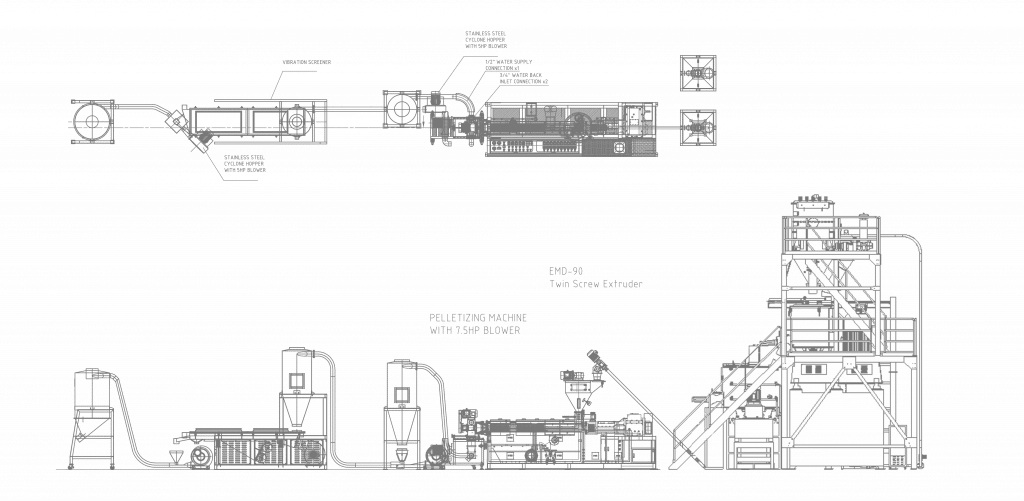
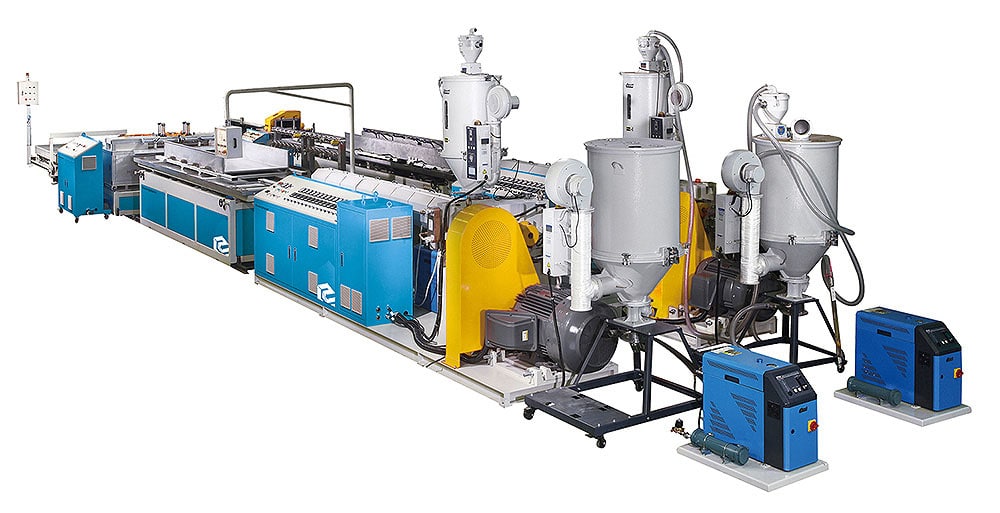
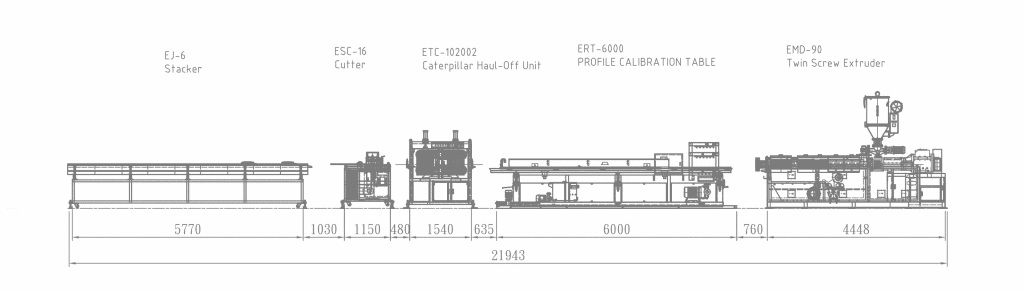
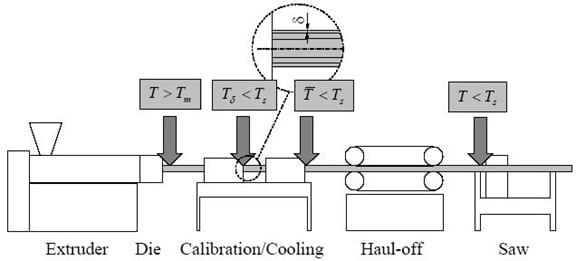
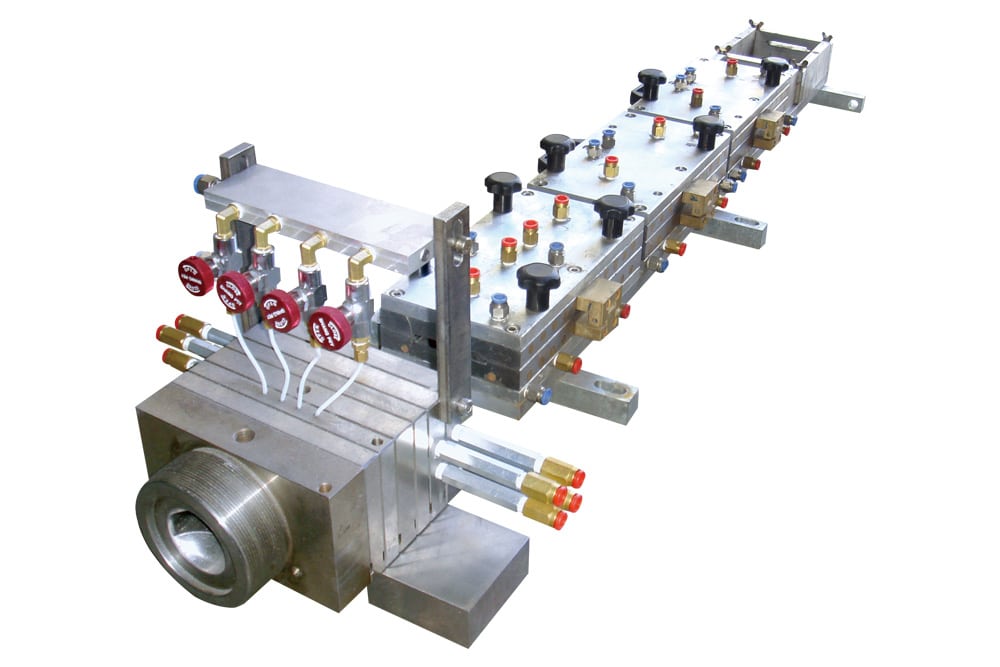
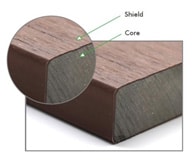
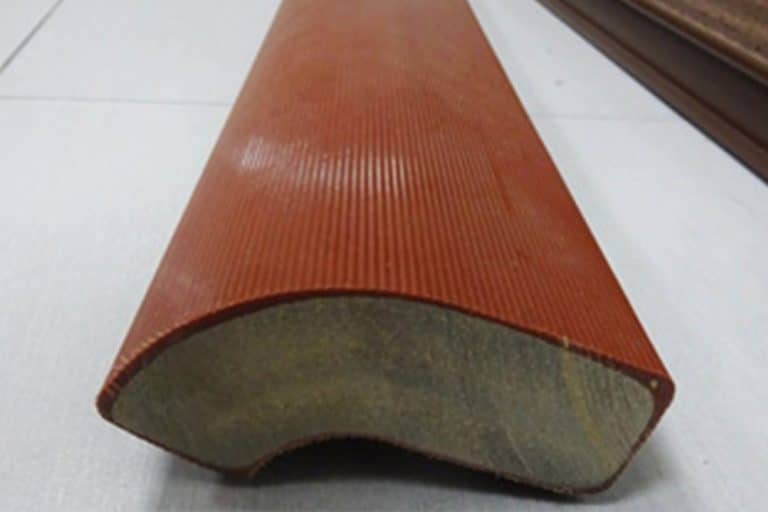
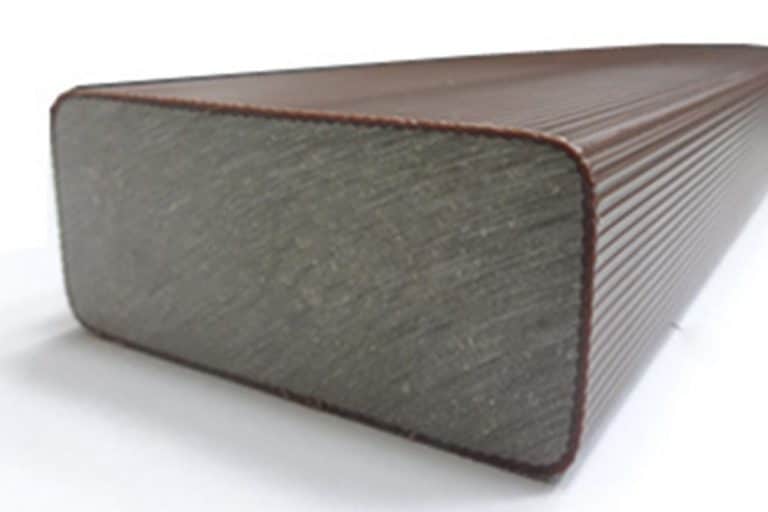
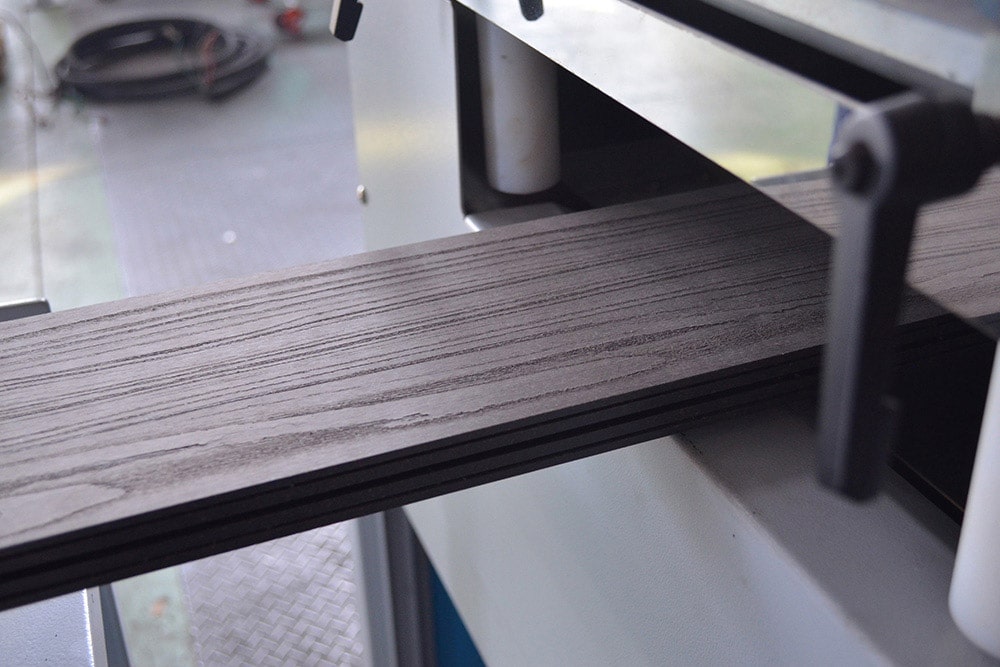
WPC塑木整廠設備 發送詢問 WPC塑木生產流程 磨粉系統 混和系統 造粒生產線 押出機生產線 模具 切台 成品 塑木 磨粉系統+混拌和乾燥系統 在木塑的生產流程中,天然纖維可與聚合物的30%~80%混合。因此,選擇了天然纖維(木屑、刨屑、刨屑、稻殼…)是相當重要的,全部的天然纖維需要被研磨成約 40 目~ 120 目的粒徑。 塑木 造粒生產線 塑木押出生產線 在擠出型材中使用天然纖維越來越受歡迎。 人們試圖開發成品木塑複合材料(WPC)的新特性,如PP / PE樹脂混合40-80%天然纖維或PVC混合40-70%天然纖維,然後生產不同種類的型材。為了滿足這種質量要求,EVERPLAST MACHINE開發出來了1.分段雙螺桿擠出機+特殊單螺桿擠出機生產線2.平行雙螺桿擠出機+特殊單螺桿擠出機生產線組合工裝模頭和所有下游設備,用於WPC型材生產已取得很好的效果。 我們為來自世界各地的客戶創造市場。 塑木 模具 塑木異型模具設計區分熱模擠出與冷模硬擠出,熱模擠出生產線速度較高,約0.3~1 m/min,特殊設計的水槽隔熱系統,可提升生產速度;當高木粉含量60%時,冷模硬擠出技術可確保中心熱塑木材料不會突穿皮層,生產線速度較低,約0.3~1m/min,後端可不用拉台牽引。 熱模異型押出:塑料出模口平均溫度大於熔點(Tm),出第一個定型模,皮層溫度(T)須低於固化溫度(Ts),皮層須具備足夠強度避免中心未固化塑料撐破皮層,出定型模平均溫度須低於固化溫度(Ts),避免再融化,且截面溫度差異須極小化避免殘留應力,在裁切段截面之溫度須低於固化溫度。 塑木 砂光機 砂光機,用於磨光塑木成品表面,增加表面的粗糙度,讓產品更擬真外,也增加產品防滑的效果。除此Everplast也提供其他後端加工的需要,包含:印刷機、鋼刷機、押延機等等… 塑木 壓花機 針對客戶需求,提供各式押花輪面,使您的產品獨一無二,且更加美觀。 塑木 應用 塑木產品外型可區分實心與中空結構,中空結構成品的內表面,由模具技術可製作出光滑與粗糙的內表面。 塑木產品依塑膠基材,可區分為PVC, PE, PP, PS,ABS塑木,甚至PBT, PET塑木產品也有廠商積極研發中。PVC塑木有不易燃特性但有環保議題;PE塑木用量最大,但材質油性臘質感,耐熱溫度較低、發泡特性較差、印刷性較差、成品收縮率較大;PP塑木可耐高溫,材質臘質感;PS塑木耐熱溫度較高,拔釘力較高,因材質較剛硬,雖然二次加工裁切有脆裂的疑慮,但外觀與質感與木材雷同,可不用後製程即具備仿木質感。 塑木發泡成品 塑木產品依發泡劑,可區分為發泡塑木與非發泡塑木,塑木發泡後不僅可減重,可用普通木工設備進行加工,兼備木材可削、可鋸、可刨、可黏、可釘、易於熱成型等特性。 塑木產品可區分單層押出及共押出,傳統單押塑木材質,無耐候與耐磨材質保護塑木,木粉外露於空氣中的結果,長期戶外使用,會有退色(color fading)、粉化(crumbling)、霉變(fungus & mold mildew)、開裂(cracking)、刮痕(scratching)、汙漬(staining)等問題;共押塑木產品皮層(skin layer)可使用耐磨、耐候、抗紫外線的工程塑料,蕊層(core layer)可使用塑木新料、塑木回收料或發泡,提升塑木產品耐候與質感。 塑木 壓花類型 塑木產品表面處理技術:砂光、壓花技術(embossing)、塗裝、熱轉印,塑木地板表面處理方式可分為三種:砂光(打磨)、拉絲、壓花(木紋)。一般塑木地板押出後表面是亮面,為了防滑,塑木地板表面需要使用砂光機進行砂光處理或者拉絲機進行拉絲處理;塑木地板經砂光後再經壓花處理,可提高塑木地板防滑、耐磨功能。 發送詢問給我們 為了提供更好的服務,請填寫下面的表格。 ---AfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelauBelizeBeninBermudaBhutanBoliviaBonaire, Saint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo (Brazzaville)Congo (Kinshasa)Cook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao S.A.R., ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanPakistanPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Martin (Dutch part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSan MarinoSão Tomé and PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia/Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited Kingdom (UK)United States (US)United States (US) Minor Outlying IslandsUruguayUzbekistanVanuatuVaticanVenezuelaVietnamVirgin Islands (British)Virgin Islands (US)Wallis and FutunaWestern SaharaSamoaYemenZambiaZimbabwe 附件上傳 (最大:10mb)